加工実績 SUS304 t1.5
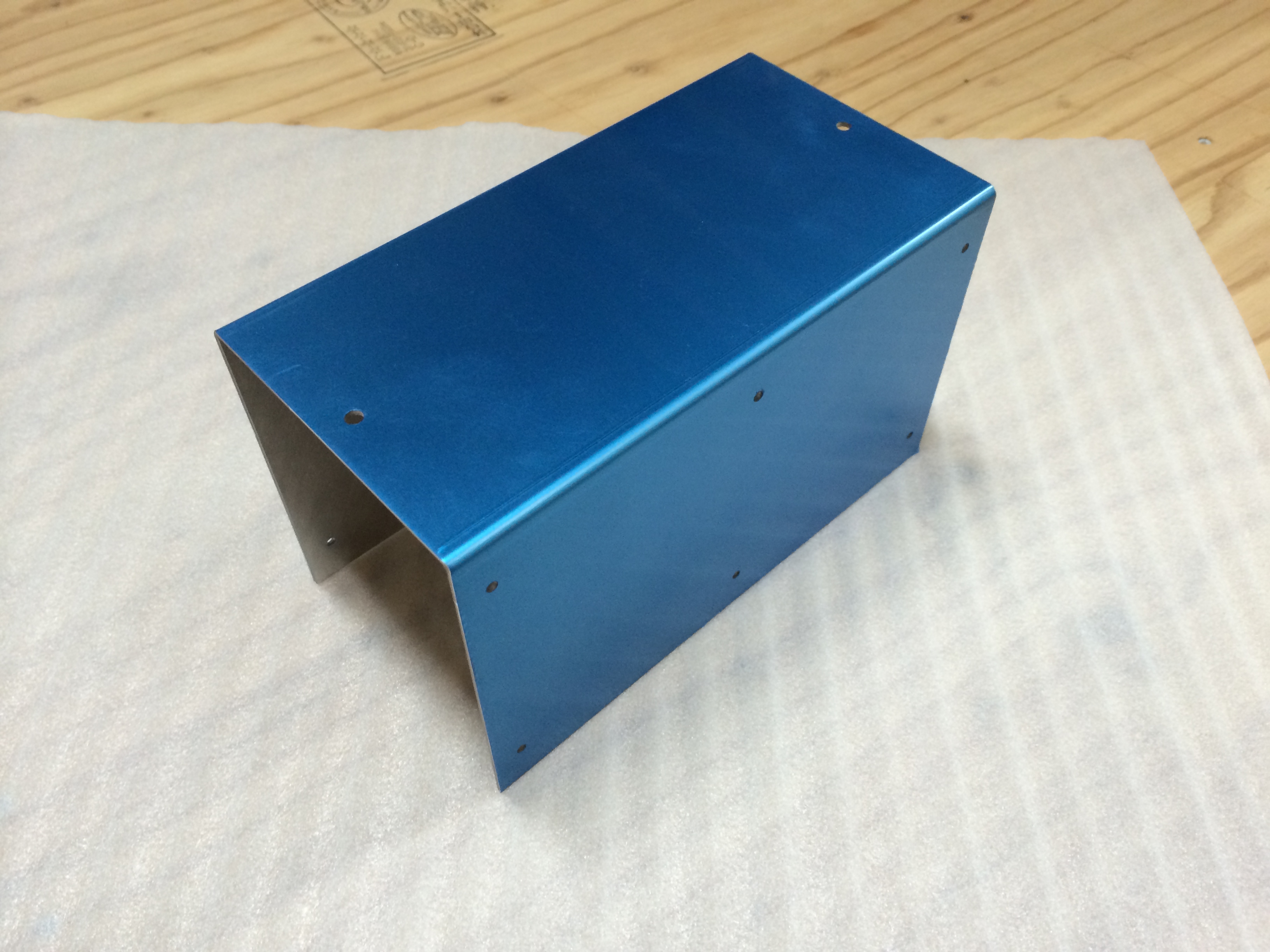
材質 SUS304-2B 板厚 1.5mm 加工方法 タレパン バリ取り ベンダー スポット溶接 バレル研磨 特記事項 この後、レイデント処理です コメント スポット溶接の位置等、設計の方と相談しながら形にしま …

材質 SUS304-2B 板厚 1.5mm 加工方法 タレパン バリ取り ベンダー スポット溶接 バレル研磨 特記事項 この後、レイデント処理です コメント スポット溶接の位置等、設計の方と相談しながら形にしま …
材質 SUS304 板厚 3.0mm 加工方法 タレパン バリ取り 3本ローラー レーザー TIG溶接 特記事項 すべてステンレスの網籠です コメント 難しい溶接の順序を考えるのが好きです
材質 A5052P 板厚 2.0mm 加工方法 タレパン バリ取り ベンダー 特記事項 底辺より、高さの方が大きいと曲げで苦労します コメント 何気ない形ですが寸法出すのが大変です
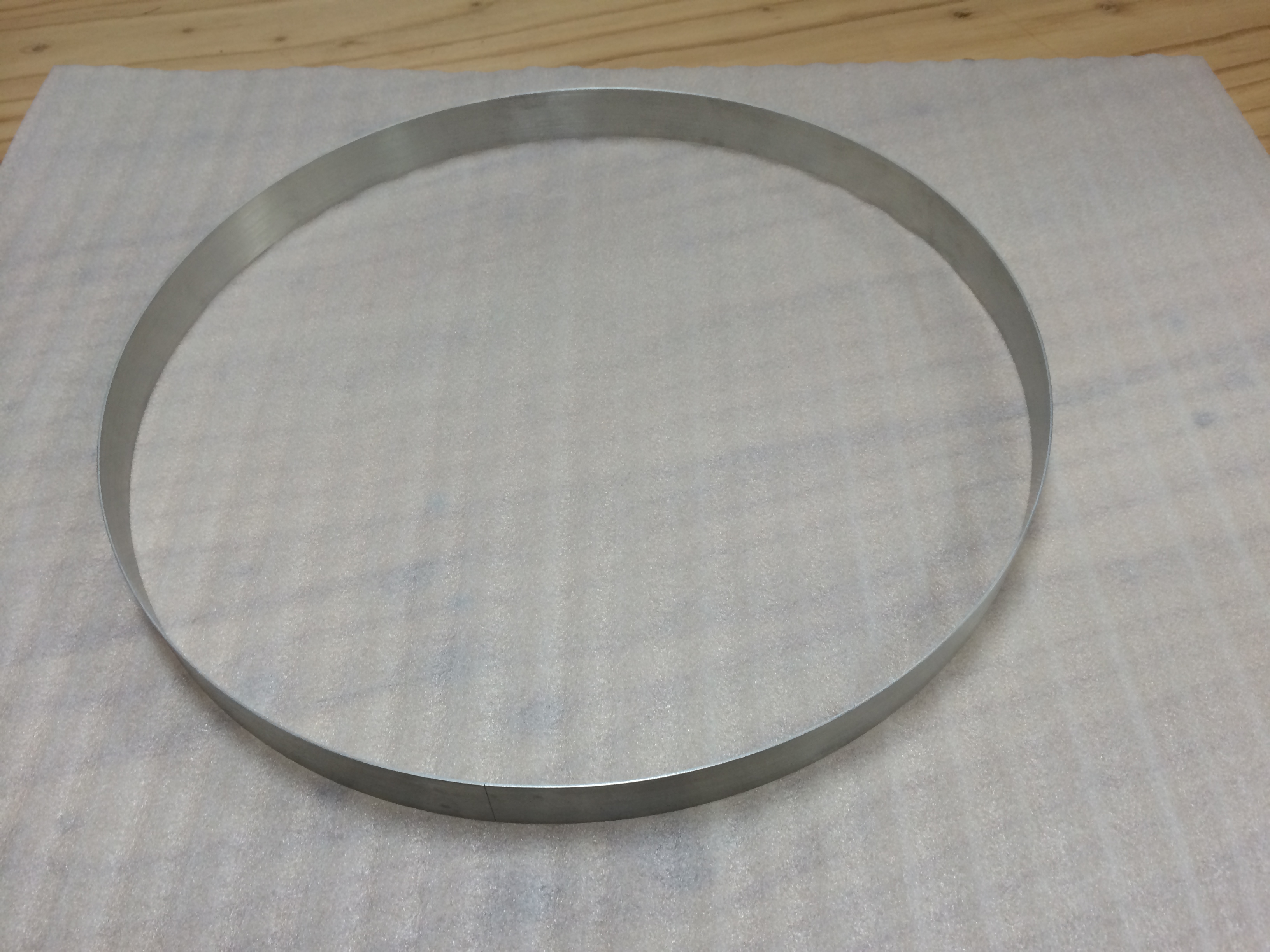
材質 A5052P 板厚 1.0mm 加工方法 タレパン バリ取り 3本ローラー TIG溶接 特記事項 500φ コメント 通常ハナ曲げが大切ですがここまで大きいとあまり重要ではない
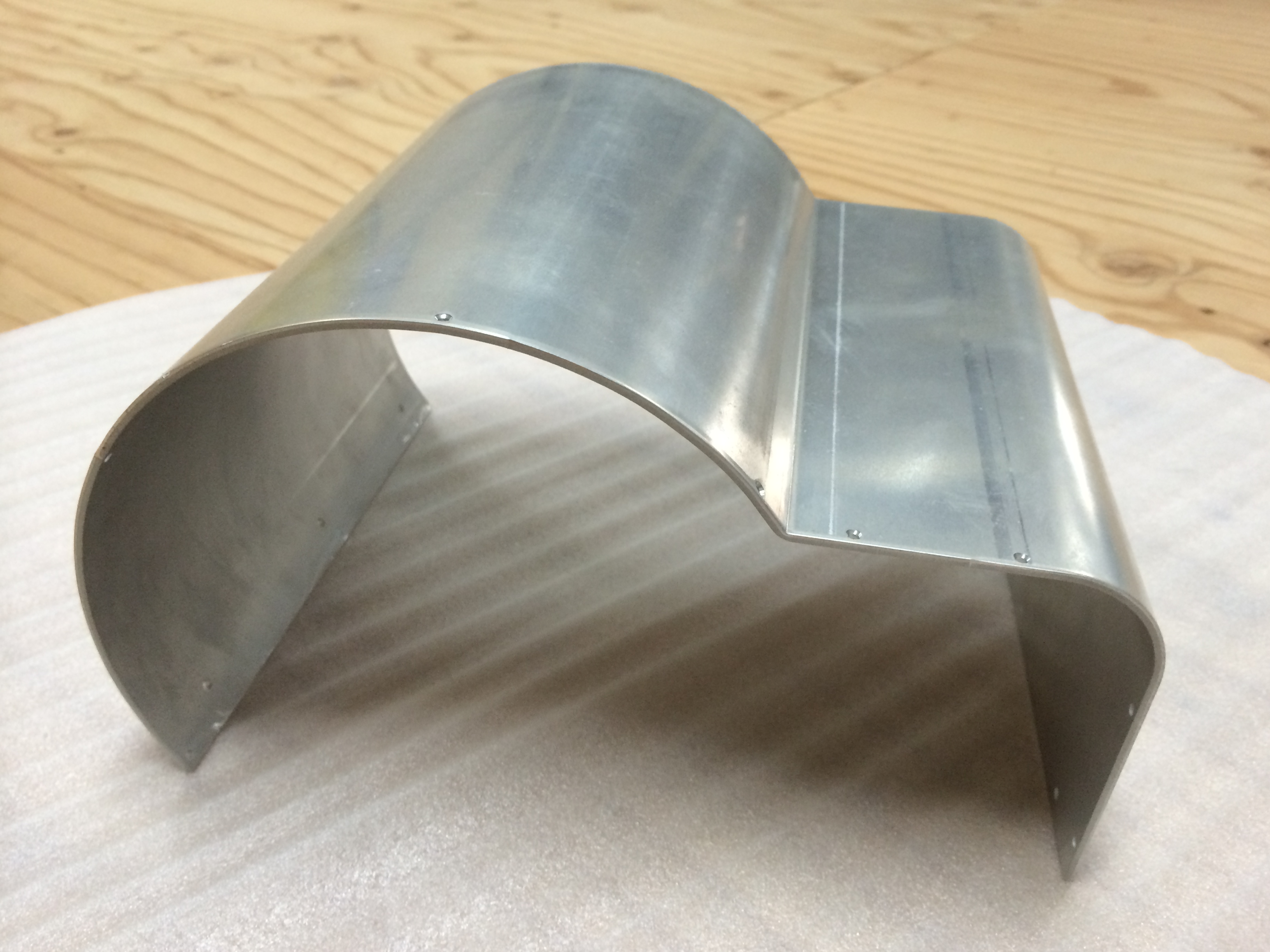
材質 SPCC 板厚 1.6mm 加工方法 タレパン バリ取り 3本ローラー 特記事項 丸めてTIG溶接で点付けてさらに丸めて形にします コメント 3本ローラーがないと作れない案件です
材質 A5052P 板厚 2.0mm 加工方法 タレパン バリ取り ベンダー 特記事項 穴間がプラスマイナス0.2ミリ以内と厳しい案件 コメント 形に成った時がうれしい加工です