
金属の板を曲げる方法
板金加工の世界ではベンディングと呼ばれる手法を用います。
使用する機械は油圧・機械式のベンダーとなります。

曲げ金型は多種多様です。
曲げ形状・曲げ長さ・曲げ深さなどに合わせた金型が必要なケースも多々あります。
このページでは基本的にエアベンドと呼ばれる加工方法でご説明します。
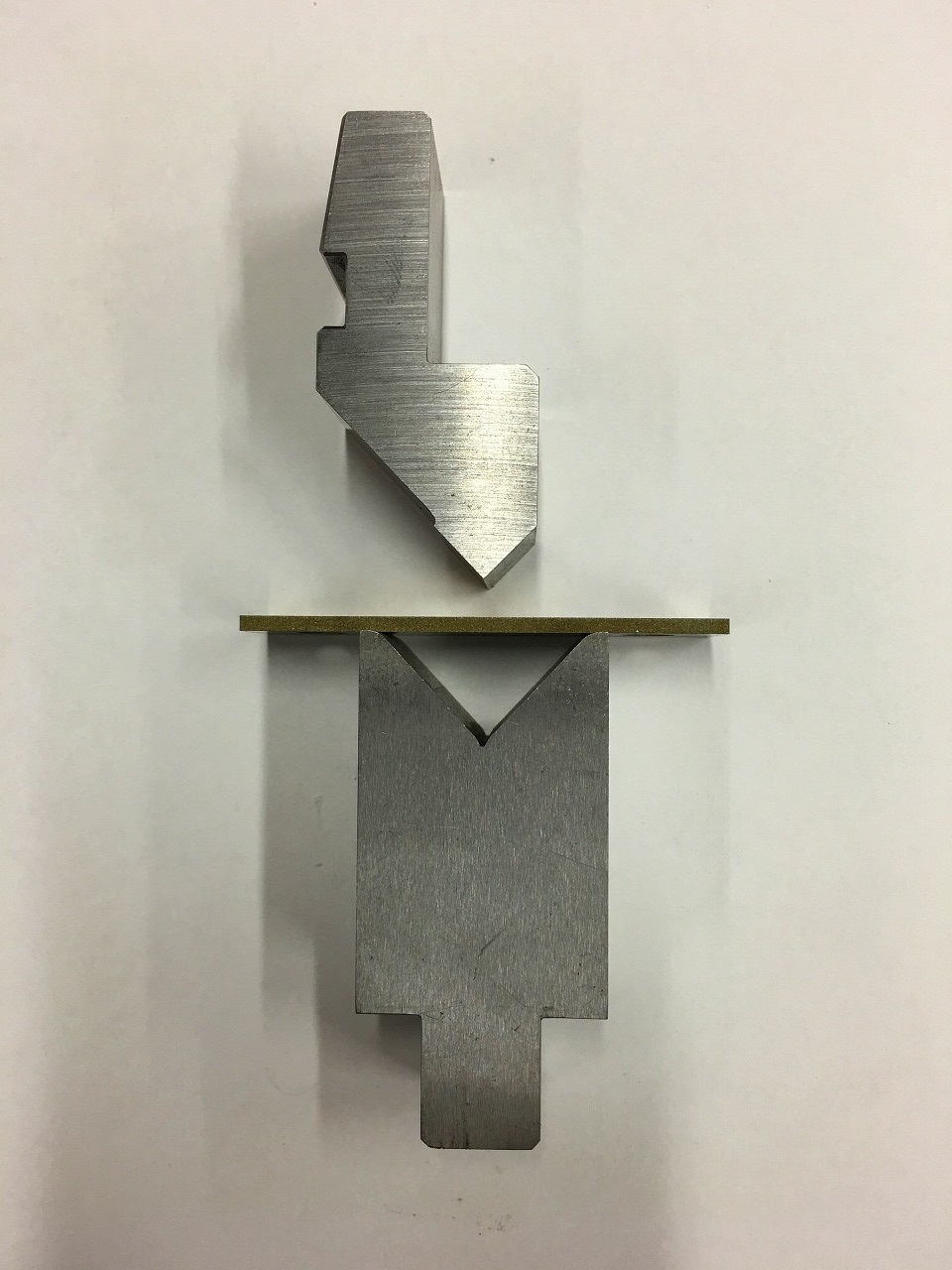
画像は上から パンチ ・ 板(材料) ・ ダイ
パンチとダイの形状・長さによって色々な曲げが出来るわけです。
パンチ
先端の尖った硬い金属ブロック(パンチ)です。
先端は焼き入れを行う事で硬度を上げて耐摩耗性を上げます。
ダイとパンチの間に材料を挟んで数百キロから何十トンという力を加えて曲げます。
ダイ
V溝が掘られた金属のブロック(ダイ)です。
板の厚さによって決められたダイ幅を選択します。
1mm幅から80mm幅まで取り揃えております。
一般的に板厚が薄ければ幅が小さくなり、厚ければ大きくなります。
最少曲げ寸法について
V溝の幅(以降V幅とします)によって曲げる高さ(ハイト)に制限があります。
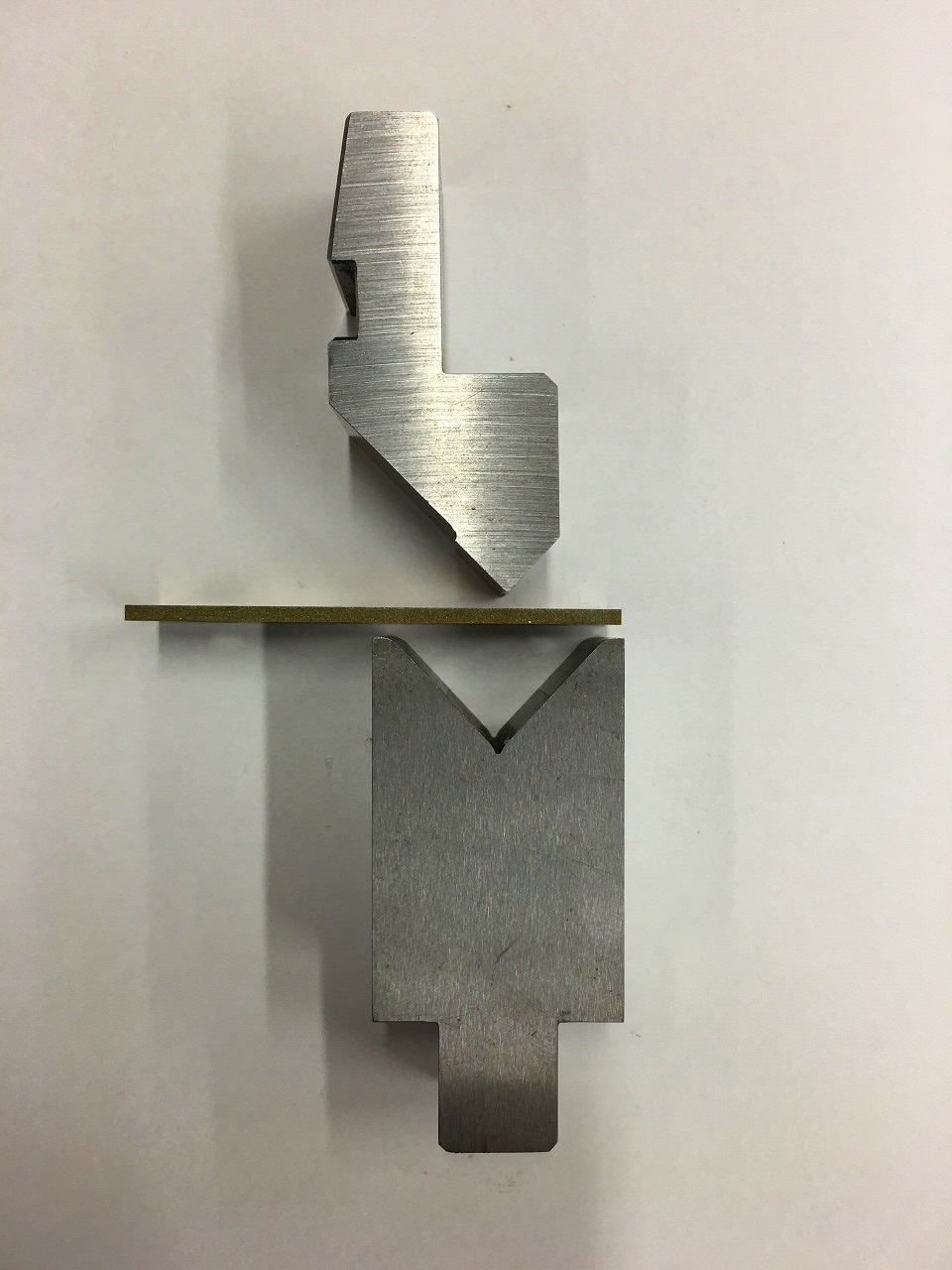
基本的に曲げる時、上記のようにダイの上に材料が乗っていないと曲がりません。
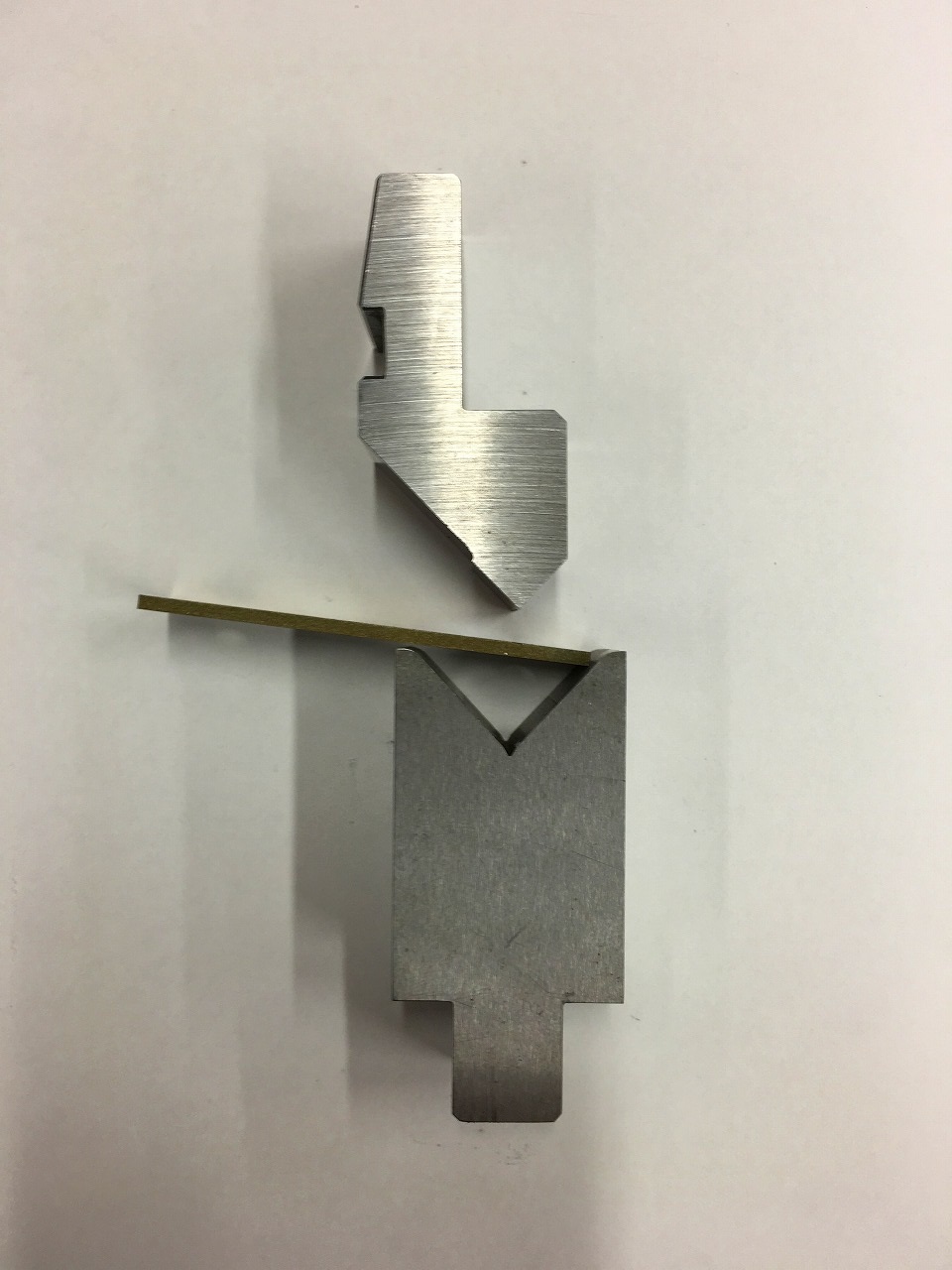
下記のようにV溝の中に落ち込んでしまうと滑ってしまい全く品物になりません。
板厚によってダイのV幅が変わると書きましたが曲げ目安一覧表が有ります。
あくまでも目安となります。
また、最少寸法の値は立ち上がりの寸法だけ関係するわけではなく、曲げ付近の穴の干渉等を
確認する上でも数値を利用できます。
例 SPCC t0.5板をV幅3mmで曲げた時に最少寸法値2mm以内に穴が有る場合は曲げ加工時に
干渉して、穴が変形します。
また、干渉によって立ち上げ寸法の精度が出なくなります。
最少立ち上げ寸法
| 材料 板厚 | V幅 | + | 曲げ係数 | ÷ | 2 | + | 予備 | = | 最少寸法 |
| SPCC t0.5 | 3 | + | 0.8 | ÷ | 2 | + | 0.1 | = | 2 |
| SPCC t1.0 | 5 | + | 1.6 | ÷ | 2 | + | 0.1 | = | 3.4 |
| SPCC t1.2 | 5 | + | 1.9 | ÷ | 2 | + | 0.1 | = | 3.55 |
| SPCC t1.6 | 7 | + | 2.45 | ÷ | 2 | + | 0.1 | = | 4.825 |
| SPCC t2.0 | 9 | + | 3.2 | ÷ | 2 | + | 0.1 | = | 6.2 |
| SPCC t2.3 | 10 | + | 3.5 | ÷ | 2 | + | 0.1 | = | 6.85 |
| SPCC t2.9 | 14 | + | 4.6 | ÷ | 2 | + | 0.1 | = | 9.4 |
| SPCC t3.2 | 14 | + | 5 | ÷ | 2 | + | 0.1 | = | 9.6 |
| SPCC t4.5 | 18 | + | 6.9 | ÷ | 2 | + | 0.1 | = | 12.55 |
| + | ÷ | 2 | + | 0.1 | = | ||||
| A5052 t0.5 | 3 | + | 0.8 | ÷ | 2 | + | 0.1 | = | 2 |
| A5052 t1.0 | 5 | + | 1.6 | ÷ | 2 | + | 0.1 | = | 3.4 |
| A5052 t1.2 | 5 | + | 1.9 | ÷ | 2 | + | 0.1 | = | 3.55 |
| A5052 t1.5 | 7 | + | 2.4 | ÷ | 2 | + | 0.1 | = | 4.8 |
| A5052 t2.0 | 9 | + | 3.15 | ÷ | 2 | + | 0.1 | = | 6.175 |
| A5052 t2.5 | 12 | + | 4 | ÷ | 2 | + | 0.1 | = | 8.1 |
| A5052 t3.0 | 14 | + | 4.8 | ÷ | 2 | + | 0.1 | = | 9.5 |
| A5052 t4.0 | 18 | + | 6.3 | ÷ | 2 | + | 0.1 | = | 12.25 |
| + | ÷ | 2 | + | 0.1 | = | ||||
| SUS t0.5 | 3 | + | 0.8 | ÷ | 2 | + | 0.1 | = | 2 |
| SUS t1.0 | 5 | + | 1.6 | ÷ | 2 | + | 0.1 | = | 3.4 |
| SUS t1.2 | 5 | + | 1.9 | ÷ | 2 | + | 0.1 | = | 3.55 |
| SUS t1.5 | 7 | + | 2.4 | ÷ | 2 | + | 0.1 | = | 4.8 |
| SUS t2.0 | 9 | + | 3.15 | ÷ | 2 | + | 0.1 | = | 6.175 |
| SUS t3.0 | 14 | + | 5 | ÷ | 2 | + | 0.1 | = | 9.6 |
| SUS t4.0 | 18 | + | 6.4 | ÷ | 2 | + | 0.1 | = | 12.3 |
| + | ÷ | 2 | + | 0.1 | = |
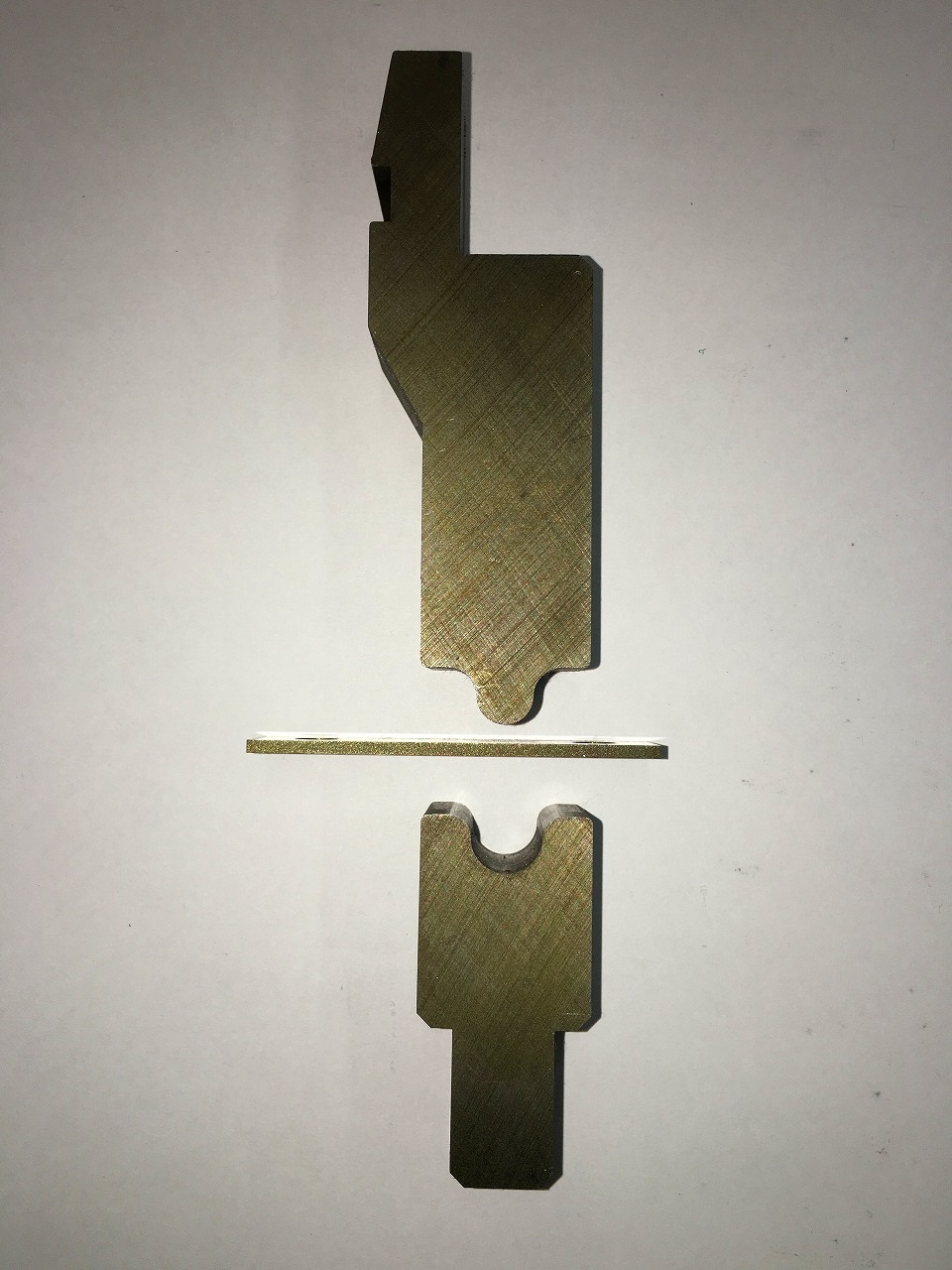
特殊曲げについて
上記の表を載せといてなんですが、上記の曲げ方理論を根底からぶち壊す金型が存在します。
下記ウイングベンドです。


ダイの上面が稼働して板に沿って動くため、基本的に乗っていれば曲がります。
比較的、柔らかいアルミや銅に向いてます。
ステンレス等は金型を痛める可能性があります。
詳しくは お問い合わせ ください。
金型製作について
金型メーカーは基本的に受注生産です。
曲げる方法、寸法によって形状がマチマチだからです。
もちろん、メーカーも標準化を行い、安価に高品質な金型を出しています。
標準化された金型では曲がらない場合、特注で製作する事になります。
弊社ではワイヤー放電加工機を導入し、小さな物は社内製作を基本としております。
上記のように小さな物は圧倒的なコスパと短納期対応が有ります。
創業50年のKnowHowを組み入れた社外向けの金型製作も行っておりますので、
お気軽にご相談ください。