加工実績 SUS304 t1.0
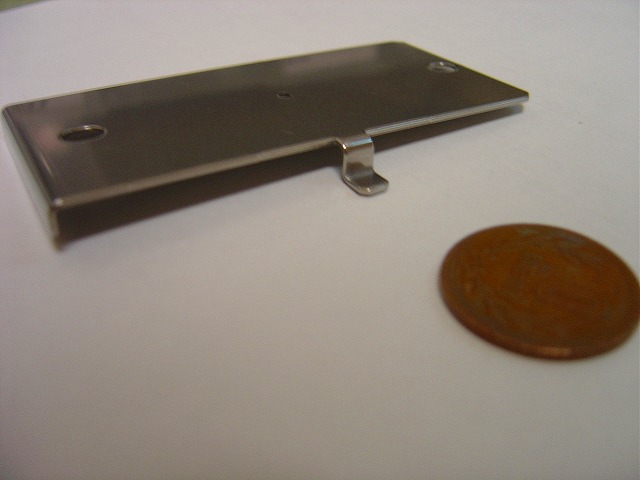
材質 SUS304-2B 板厚 1.0mm 加工方法 タレパン バリ取り ベンダー バレル研磨 特記事項 エッジNGの為、バレル研磨で除去 コメント 穴位置精度の寸法公差が厳しい案件ですが問題ありません

材質 SUS304-2B 板厚 1.0mm 加工方法 タレパン バリ取り ベンダー バレル研磨 特記事項 エッジNGの為、バレル研磨で除去 コメント 穴位置精度の寸法公差が厳しい案件ですが問題ありません
材質 A5052P 板厚 4.0mm 加工方法 タレパン バリ取り ベンダー 特記事項 日本軽金属のt4.0を使用します コメント 通常はクラックが入りますが曲げを工夫する事でクラックなしで提供
材質 SUS304-2B 板厚 1.5mm 加工方法 タレパン バリ取り ベンダー バレル研磨 特記事項 バリNGの為、バレル研磨でシャープエッジ除去 コメント 形が女の子なので社内では女の子と呼んでます
材質 SUS304-2B 板厚 1.0mm 加工方法 タレパン バリ取り ベンダー 特記事項 ブランクをタレパン加工にする事で歪最小で提供 コメント 大きな穴と穴の公差が厳しいです
材質 C1020P 板厚 0.5mm 加工方法 タレパン バリ取り ベンダー 特記事項 すべて保有型で曲げられました コメント 複雑な形状でしたが保有型のみでコストダウンできました
材質 SUS304-2B 板厚 1.5mm 加工方法 タレパン バリ取り ベンダー スポット溶接 バレル研磨 特記事項 この後、レイデント処理です コメント スポット溶接の位置等、設計の方と相談しながら形にしま …
材質 SUS304 板厚 3.0mm 加工方法 タレパン バリ取り 3本ローラー レーザー TIG溶接 特記事項 すべてステンレスの網籠です コメント 難しい溶接の順序を考えるのが好きです






