
タグ: バレル研磨


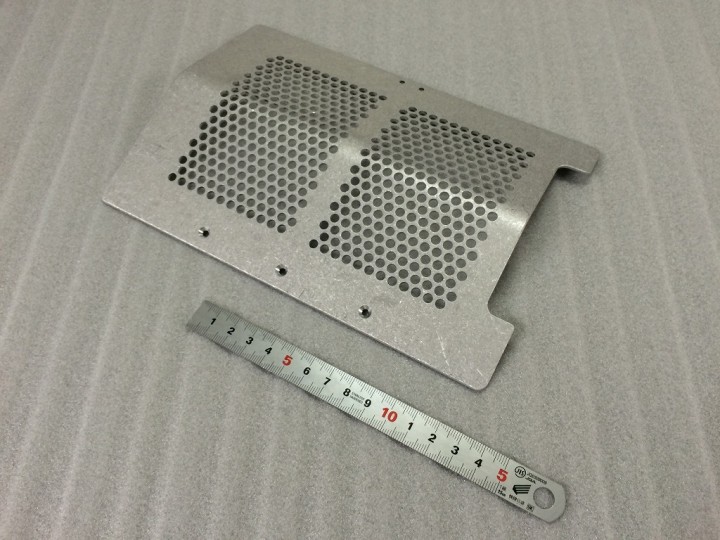
加工実績 A5052P t2.0
材質 A5052P 板厚 2.0mm 加工方法 タレパン バリ取り ベンダー バレル研磨 粗→細 特記事項 バレル研磨は細仕上げまで行います コメント 完全エッジレスを実現
加工実績 A5052P t2.0
材質 A5052P 板厚 2.0mm 加工方法 タレパン C面取り ベンダー 皿面取り バレル研磨 特記事項 パンチ数、工程数の多い案件です コメント バレル研磨は塗装下地用途にも使用できます
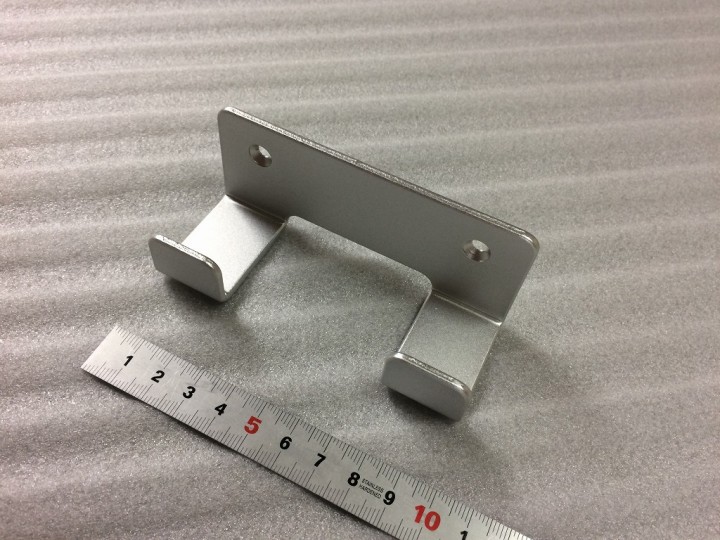
加工実績 A5052P t3.0
材質 A5052P 板厚 3.0mm 加工方法 タレパン バリ取り 皿面取り R面取り ベンダー バレル研磨 梨地アルマイト 特記事項 端面はすべてエッジのない丸みを強調した案件です コメント 面取りカッターが …
加工実績 A5052P t1.2
材質 A5052P 板厚 1.2mm 加工方法 タレパン バリ取り ベンダー ナット圧入 洗浄 特記事項 カレイナットを使用 コメント 加工後、炭化水素(超音波洗浄)で洗浄します
加工実績 SUS304 t1.0
材質 SUS304-2B 板厚 1.0mm 加工方法 タレパン バリ取り ベンダー バレル研磨 特記事項 エッジNGの為、バレル研磨で除去 コメント 穴位置精度の寸法公差が厳しい案件ですが問題ありません

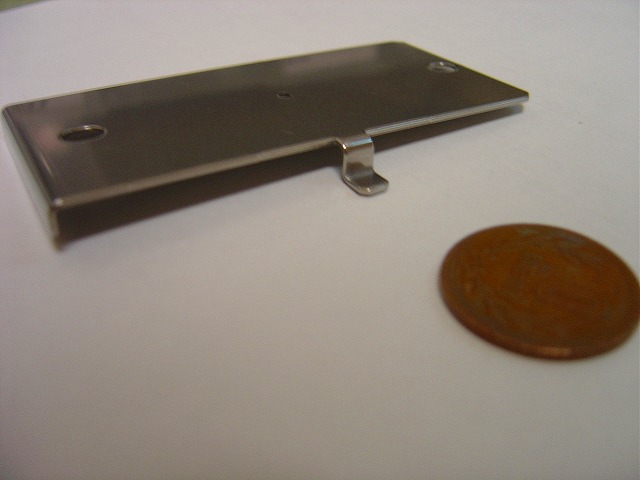
加工実績 SUS304 t1.5
材質 SUS304-2B 板厚 1.5mm 加工方法 タレパン バリ取り ベンダー バレル研磨 特記事項 バリNGの為、バレル研磨でシャープエッジ除去 コメント 形が女の子なので社内では女の子と呼んでます

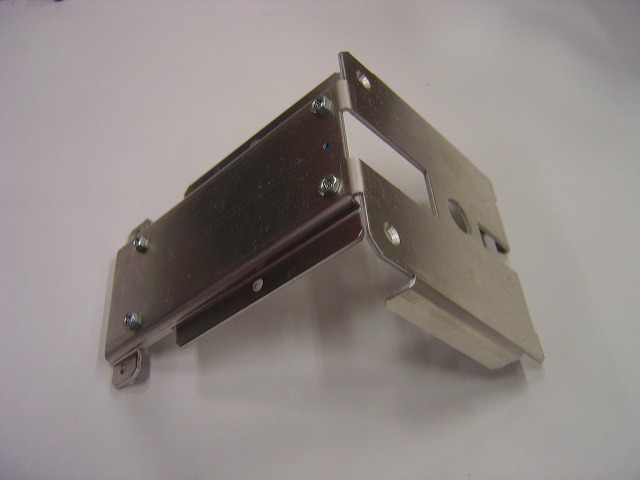
加工実績 SUS304 t1.5
材質 SUS304-2B 板厚 1.5mm 加工方法 タレパン バリ取り ベンダー スポット溶接 バレル研磨 特記事項 この後、レイデント処理です コメント スポット溶接の位置等、設計の方と相談しながら形にしま …