加工実績 C2801P t1.0
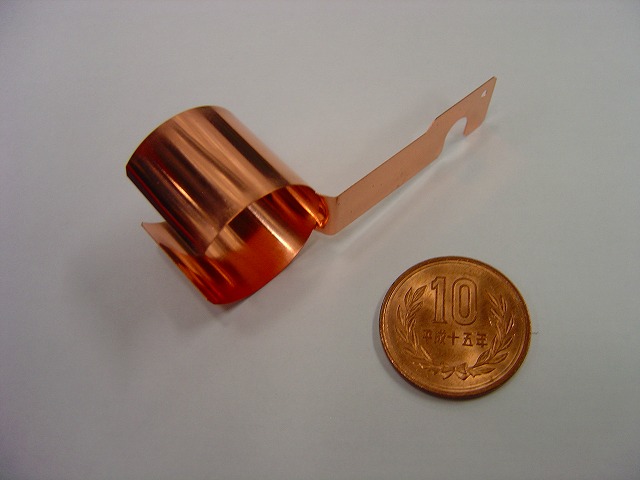
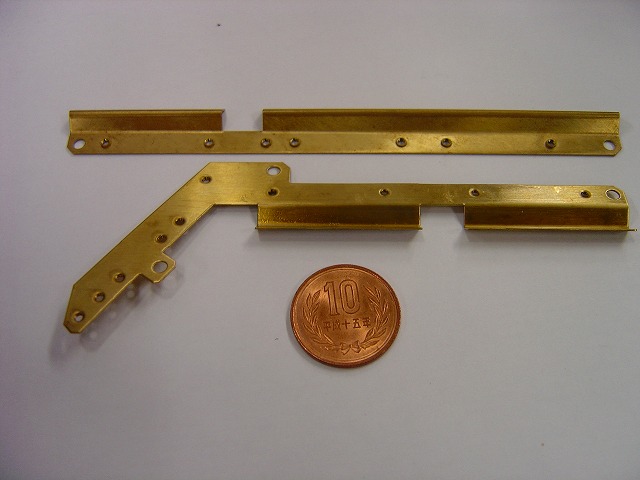
材質 C2801P 板厚 1.0mm 加工方法 タレパン バリ取り ベンダー バーリングタップ 特記事項 バーリングタップはM2です コメント 当社では富士機工製のタッパーを使用しています

材質 C2801P 板厚 1.0mm 加工方法 タレパン バリ取り ベンダー バーリングタップ 特記事項 バーリングタップはM2です コメント 当社では富士機工製のタッパーを使用しています
材質 SUS304-2B 板厚 0.5mm 加工方法 タレパン バリ取り ベンダー 特記事項 保有金型で曲げられました コメント 小さな物限定ですが段曲げ金型を数種取り揃えております
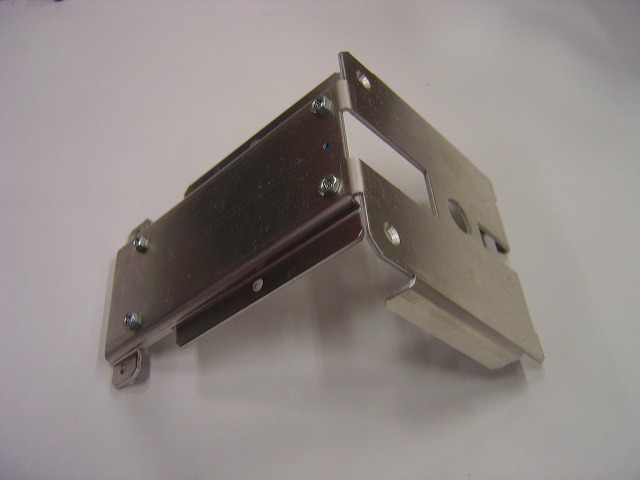
材質 SECC 板厚 1.2mm 加工方法 タレパン タップ ベンダー スポット溶接 特記事項 スポット溶接はインバータータイプで溶接します コメント 設計が素晴らしく、作っていて感心しました
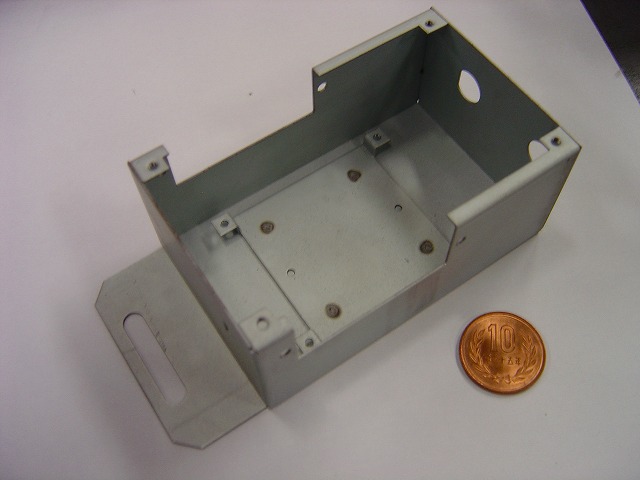
材質 SUS304-2B 板厚 1.0mm 加工方法 タレパン 自動タップ バリ取り ベンダー 洗浄 特記事項 平行度が厳しい案件 コメント 炭化水素洗浄で油脂を除去します
材質 SUS304-2B 板厚 1.5mm 2.0mm 加工方法 タレパン バリ取り ベンダー プレス 特記事項 はめ込み後プレス機でカシメています コメント コストダウン要請の一環で機械加工を板金化した案件 …
材質 SUS304-2B 板厚 1.0mm 加工方法 レーザー バリ取り ベンダー バーリングタップ TIG溶接 特記事項 組み立て、TIG溶接の仕上げなしです コメント 歪最小で!の要望通りに加工出来ました
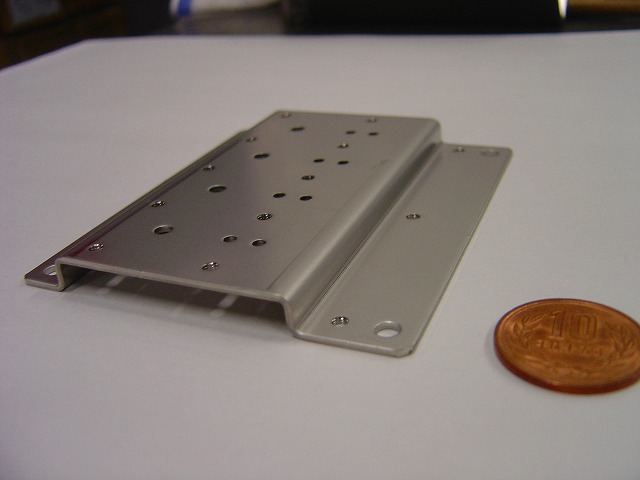
材質 A5052P 板厚 1.2mm 加工方法 タレパン バリ取り ベンダー ナット圧入 洗浄 特記事項 カレイナットを使用 コメント 加工後、炭化水素(超音波洗浄)で洗浄します