加工実績 A5052P t2.0
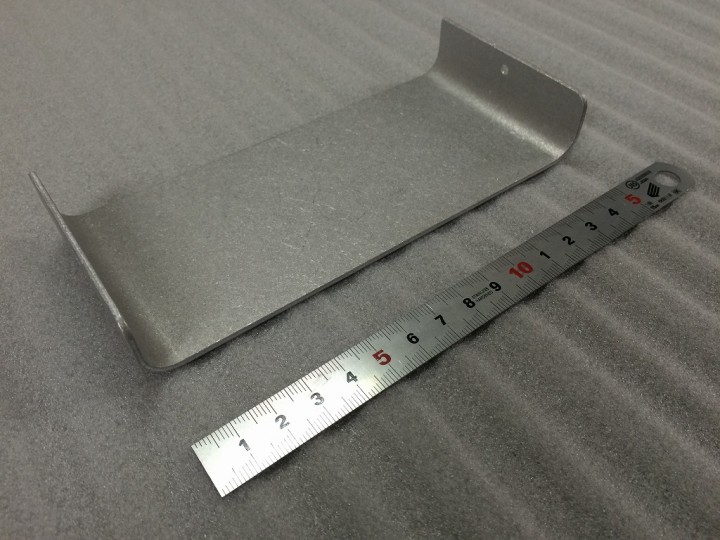
材質 A5052P 板厚 2.0mm 加工方法 タレパン バリ取り ベンダー バレル研磨 粗→細 特記事項 バレル研磨は細仕上げまで行います コメント 完全エッジレスを実現

材質 A5052P 板厚 2.0mm 加工方法 タレパン バリ取り ベンダー バレル研磨 粗→細 特記事項 バレル研磨は細仕上げまで行います コメント 完全エッジレスを実現
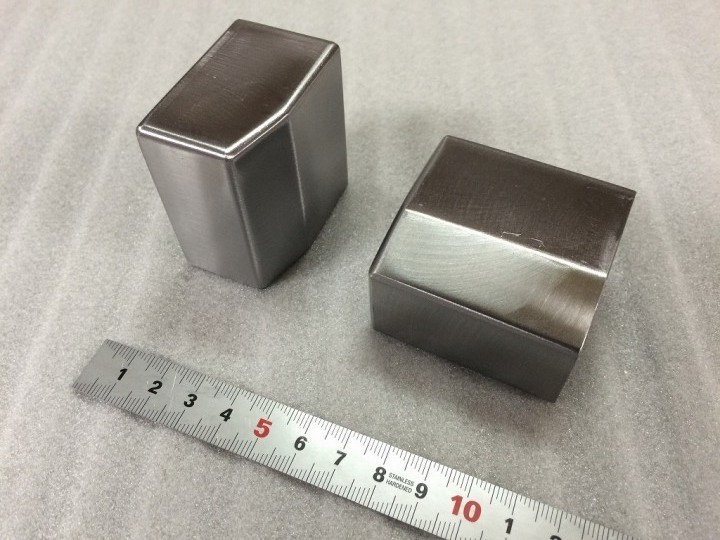
材質 A5052P 板厚 2.0mm 加工方法 タレパン バリ取り ベンダー バレル研磨 特記事項 バレル研磨でエッジレスです。 コメント バレル研磨後塗装の案件です
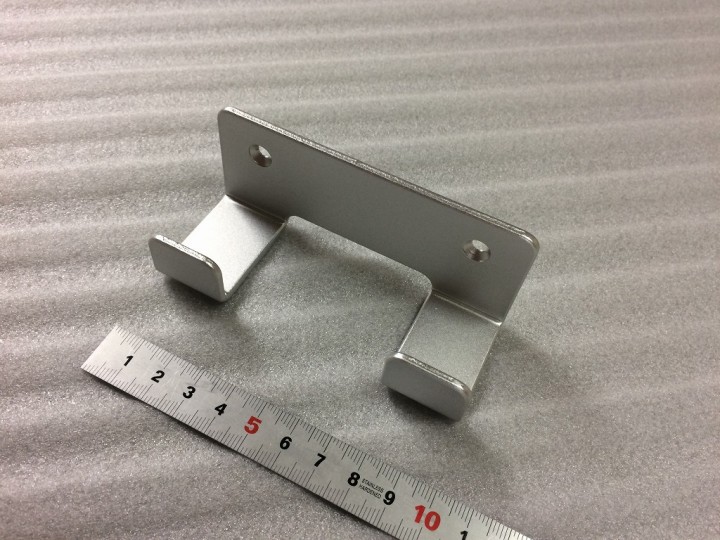
材質 A5052P 板厚 1.0mm 加工方法 タレパン 皿面取り バリ取り ベンダー TIG溶接 サンダー仕上げ 特記事項 溶接後にプラスマイナス0.1mmの高さ合わせを行います コメント 内側のハレを最少に …
材質 SPCC 板厚 1.6mm 加工方法 タレパン バリ取り 皿面取り ベンダー TIG溶接 サンダー仕上げ 特記事項 溶接後に高さ寸法を出しています コメント 溶接個所と曲げたRを綺麗に揃えるのが気持ちいい …
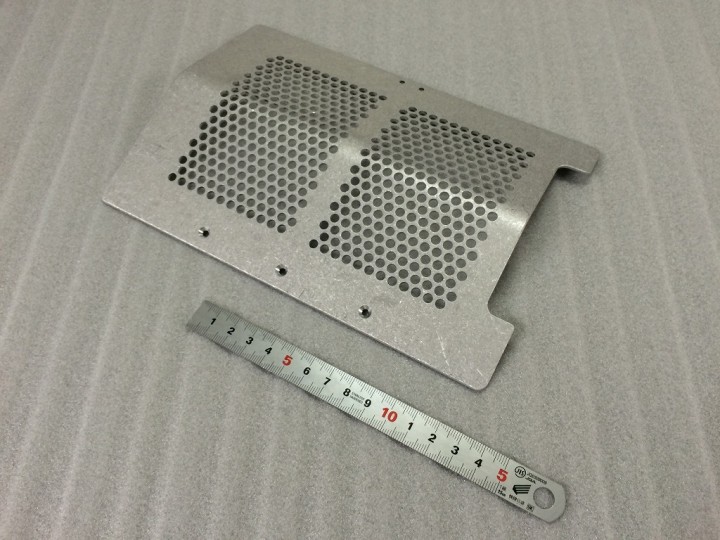
材質 A5052P 板厚 2.0mm 加工方法 タレパン C面取り ベンダー 皿面取り バレル研磨 特記事項 パンチ数、工程数の多い案件です コメント バレル研磨は塗装下地用途にも使用できます
材質 A5052P 板厚 3.0mm 加工方法 タレパン バリ取り 皿面取り R面取り ベンダー バレル研磨 梨地アルマイト 特記事項 端面はすべてエッジのない丸みを強調した案件です コメント 面取りカッターが …
材質 C2680-0 板厚 1.0mm 加工方法 タレパン バリ取り ベンダー プレスカシメ ベンダー 銀ろう 特記事項 この後、銀ろう付けを行います コメント 専用金型有で量産コストを抑えた案件です