加工実績 SPCC t1.6
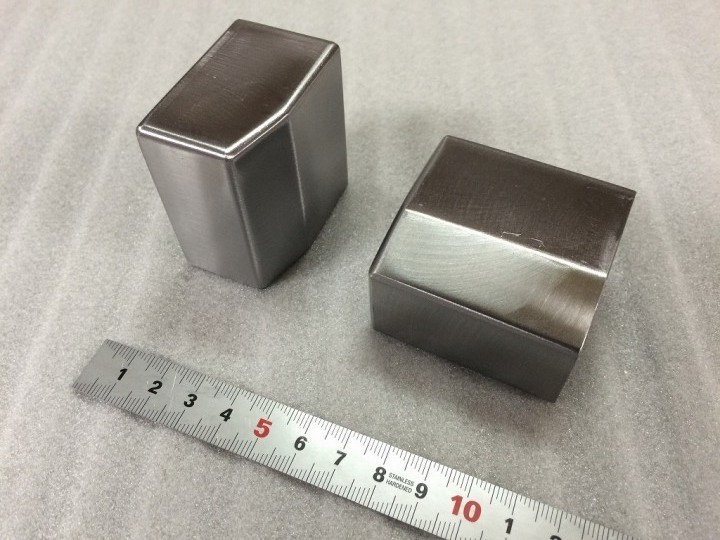
材質 鉄 板厚 1.6mm 加工方法 タレパン-バリ取り-曲げ-溶接-仕上げ 特記事項 飛び出した箇所の仕上がりが簡単では有りませんでした コメント 小物中心となりますが溶接部品加工も行っております

材質 鉄 板厚 1.6mm 加工方法 タレパン-バリ取り-曲げ-溶接-仕上げ 特記事項 飛び出した箇所の仕上がりが簡単では有りませんでした コメント 小物中心となりますが溶接部品加工も行っております
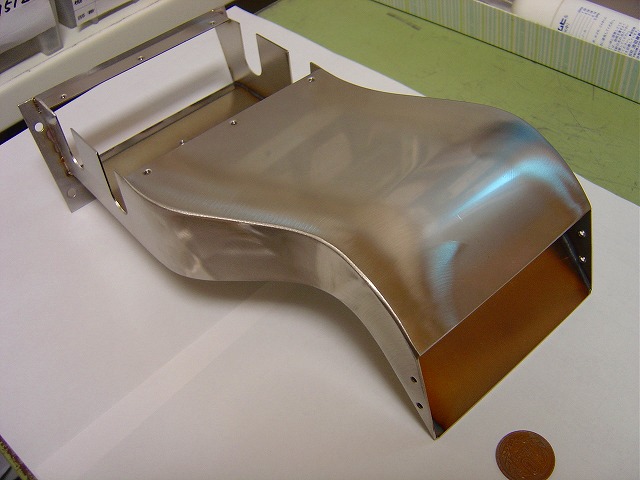
材質 A5052P 板厚 1.0mm 加工方法 タレパン 皿面取り バリ取り ベンダー TIG溶接 サンダー仕上げ 特記事項 溶接後にプラスマイナス0.1mmの高さ合わせを行います コメント 内側のハレを最少に …
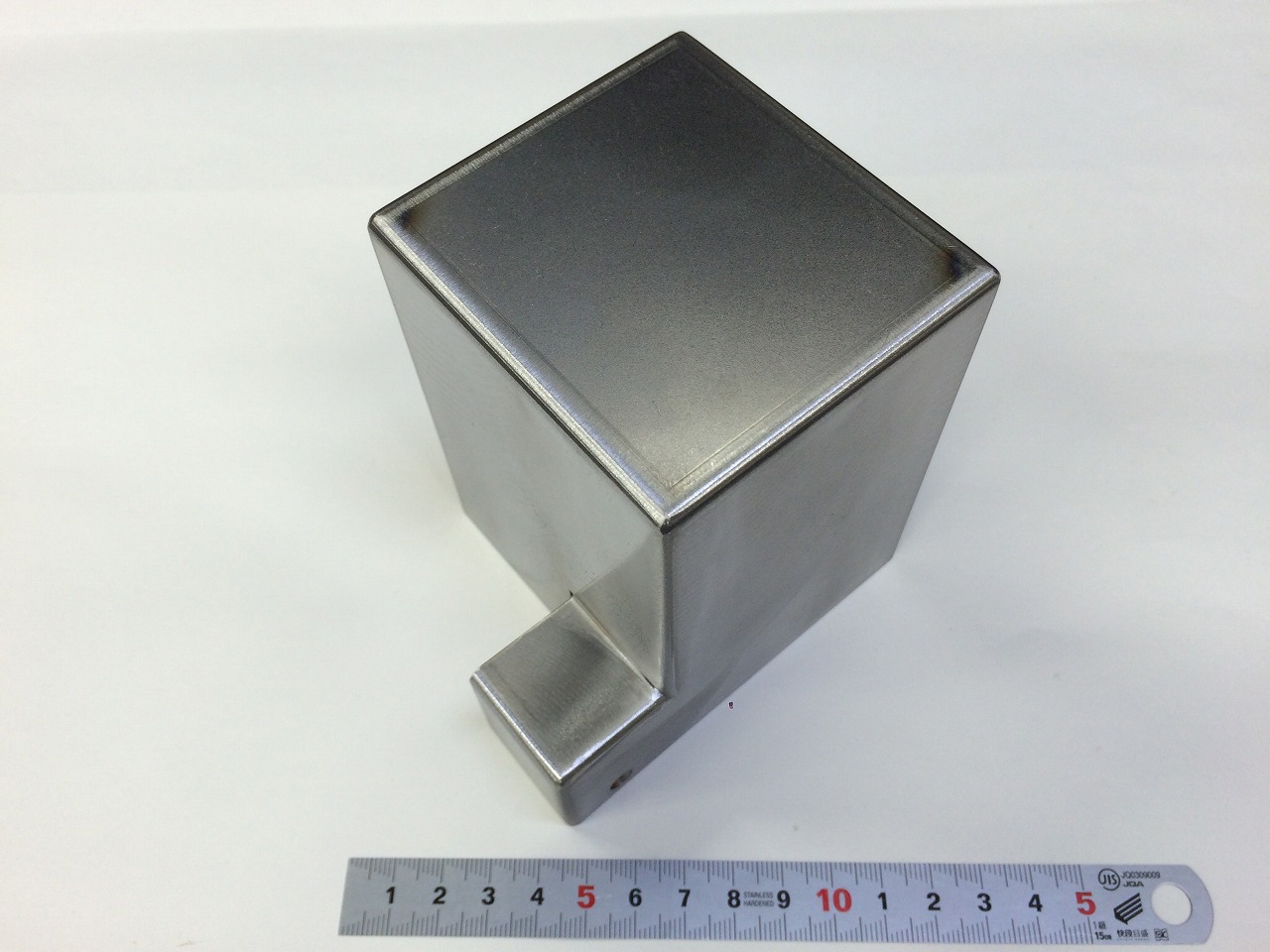
材質 SPCC 板厚 1.6mm 加工方法 タレパン バリ取り 皿面取り ベンダー TIG溶接 サンダー仕上げ 特記事項 溶接後に高さ寸法を出しています コメント 溶接個所と曲げたRを綺麗に揃えるのが気持ちいい …
材質 SUS304-2B 板厚 1.0mm 加工方法 レーザー バリ取り ベンダー バーリングタップ TIG溶接 特記事項 組み立て、TIG溶接の仕上げなしです コメント 歪最小で!の要望通りに加工出来ました
材質 SUS304-2B 板厚 1.0mm 加工方法 レーザー ベンダー バーリングタップ TIG溶接 サンダー仕上げ 特記事項 2D図からの製作でした。 コメント CAD図もなく紙からの製作で納期がない案件
材質 SUS304 板厚 3.0mm 加工方法 タレパン バリ取り 3本ローラー レーザー TIG溶接 特記事項 すべてステンレスの網籠です コメント 難しい溶接の順序を考えるのが好きです
材質 SPCC 板厚 1.6mm 加工方法 タレパン バリ取り 3本ローラー 特記事項 丸めてTIG溶接で点付けてさらに丸めて形にします コメント 3本ローラーがないと作れない案件です