 |
|
| 材質 | SUS304-CSP H |
| 板厚 | t0.5 |
| 加工方法 | タレパン ワイヤー放電加工 |
| 特記事項 | 限界公差を目指したテスト加工 |
| コメント |
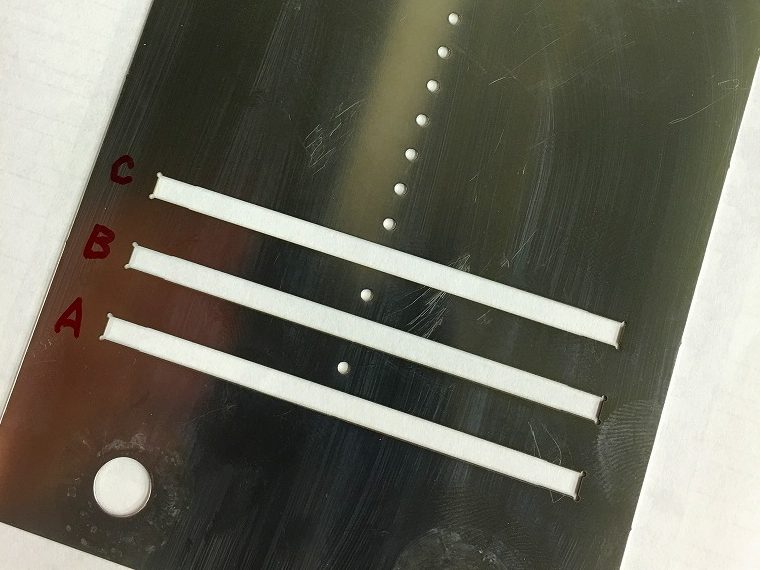
長角穴の縦と横方向の寸法公差±0.01以内と厳しい案件のテスト加工です。 縦方向の端付近は3.42mm それぞれ0.01mm以内が必要です。 Aは図面寸法通りの寸法3.42mmを目指し、ワイヤー1回加工で寸法3.3868mm Bは 加工Aの実測値ををふまえた上で加工寸法調整をした1回加工で Cは上記をふまえて、面精度による寸法差を確認する為、4回加工を行い、 3.42mmが左側3.4192mm、右側3.4179mmとなり、 3.6mm部も3.6027mmとなり公差OK 71.5mm部も71.4993mmとなりました。 放電加工はかかった時間と価格が密接な関係にある為1回加工は 0.002mm辺りが普通に出せる機械です。 |
日本の 町の あなたの 板金工場