
切削加工のプレートやLアングル・Cチャンネルをタレパン加工へ置き換えた場合、コストダウンとなる場合が多いのですが加工する時に下記を念頭に置いておかないと後から困ったりします。
実際、把握されて設計されている方がどの位いらっしゃるのだろう。。。といつも思います。
切削加工品は切断面の綺麗な面に加工することを目指して加工しています。
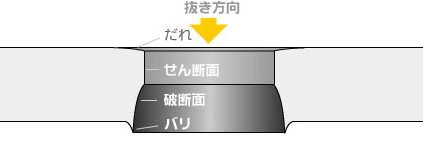
タレパン加工ではダレ・せん断面・破断面・バリが発生します。
アルミの4.0mmの材料を加工するとタレパン加工では
ダレ 0.5mm位
せん断面 1.5mmから2.5mm
破断面 1.5mmから2.0mm
バリ0.3mmから0.5mm程度
となります。
上記をバリ取りして
ダレ 0.5mm
せん断面 1.5mmから2.5mm
破断面 1.0mmから1.5mm
R面 0.5mm程度
となります。
※穴加工以外に製品外側の加工時においても同様に発生します。
発生したバリを除去(ダレと同等位)して完成となる事が多いです。
後からせん断面を垂直に加工したりはしません。(最初から切削加工の方が安価のため)
穴加工でH7などの公差が必要な場合、小さな穴をあけておいて、リーマー加工を施します。
せん断面は0.05mm付近の公差が出せますが破断面は標準的な板厚1.0mmから2.0mmまでは
+0.2mm位大きく広がったテーパー面となります。
板厚が厚いと破断面のテーパー部分がそのまま長くなり、ダレ側とバリ側の寸法差が大きくなります。
上記を踏まえてプレスナットなどの圧入をする場合、プレスナットメーカーの見解では圧入のための下穴をタレパン加工した場合、ダレ側への圧入が条件となります。
しかしながら、表も裏も必要な場合など、設計上バリ側に圧入が必要な場合はバリ側の寸法差を考慮して、穴径を小さく変更したり(破断面の固着強度が不安材料です)、価格は上昇しますが後加工でドリルなどでせん断面を作り、圧入します。
板金加工業者では強度計算はあまりされません。
設計された通り、加工するのが決められていれば、口出しができない箇所と捉えられてもしょうがないと思われるかもしれません。
弊社では、メーカーの保証がなくなる事を念頭に置いてお話を進めていきます。
特にダレ側指示が必要なければ圧入面をダレ面とした方が安価です。