Before

溶接基本価格(100mmまで) 2000円
溶接長100mm以降 50mm単位 @400円
盛り付の場合はワイヤー費用 @200
治具費用 3000円から40000円(参考価格)
サンダー仕上げ費用 2000円


After

基本価格(100mmまで) 1000円
100mm以降 1発 @200円
治具費用 不要な事が多い
サンダー仕上げ費用 1000円

ブランク加工の点数は増えますがトータルの工程数は減り、かかる時間や場合によっては材料費用等もコストダウンできます。歪みも少ない、または無いため、歪み取りにかかる時間も少なくなり安価となります。
仕上げもTig溶接時の大掛かりなものではなく簡単な施工で可能な場合や無しでも可能です。
寸法精度においても熱影響の少ない方が高精度となり、スポット溶接では0.1mm単位で設計します。
詳しくは子部品のスポット溶接やTig溶接の位置決め方法 をご参考ください。
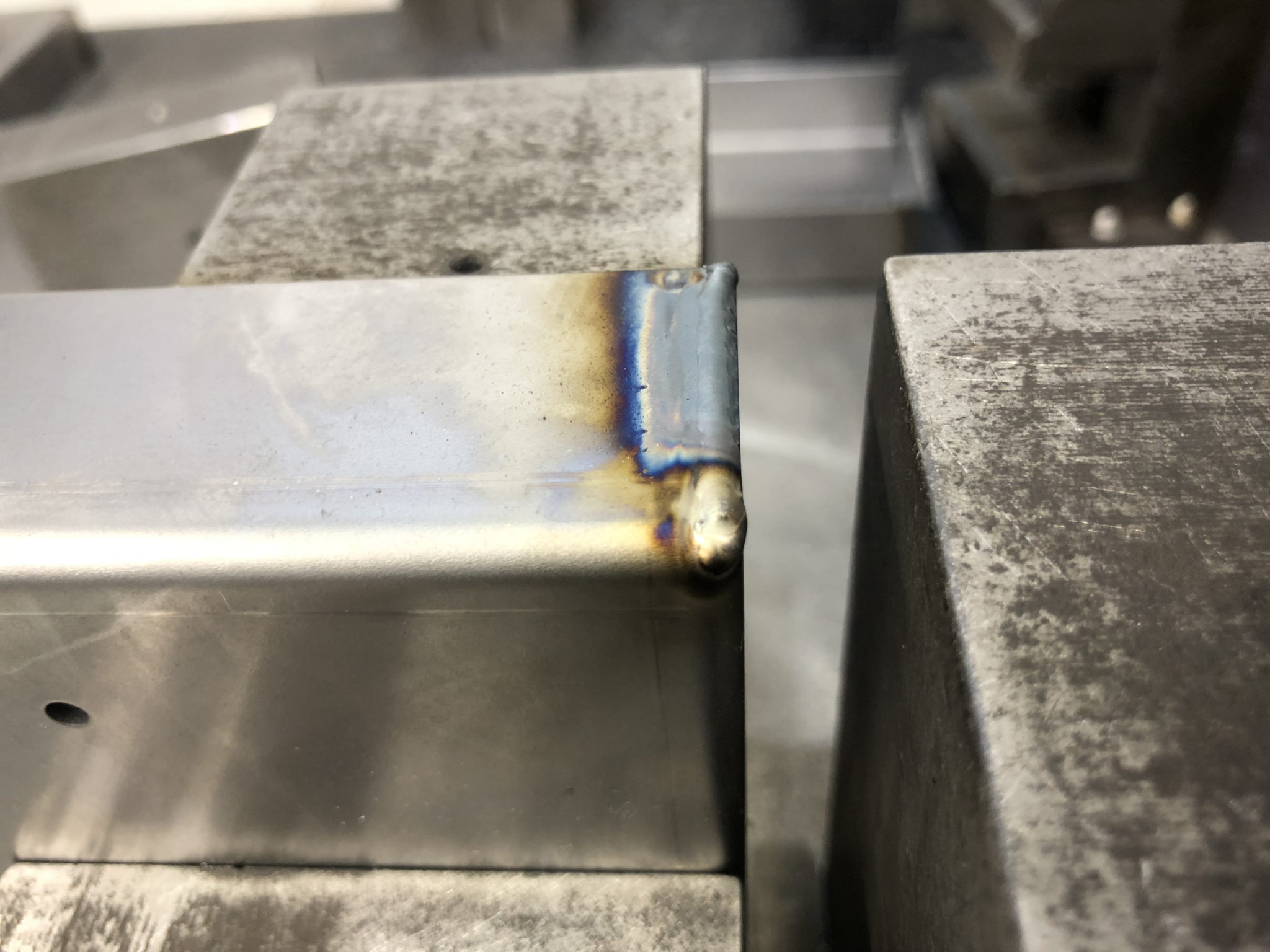
Tig溶接をすると?
まずTig溶接をすると製品はどうなるかを考えます。
1、歪みます
素材が溶ける温度(2000度から7800度)まで熱が入り膨張し、その後冷めて縮小します。
その影響で必ず、歪みます。(歪みを小さくする技術はあります)
2、腐食に弱くなります
素材を溶かすときに油分も一緒になくなります。
その為、溶接個所は必ず錆びます。
また、ステンレスなどでは溶接焼け(スケール)を起こし、クロム含有量12%を下回る事も
有り、ステンレスの特徴である耐腐食性に影響が出ます。
※スケールを減らす技術は有ります。
弊社はガスレンズ化し、イナートガスのシールド性を大幅にアップさせています。
3、仕上げが必要です。
溶接したままだと、他の部材を汚してしまったり、場合によっては手を切ったりと
いった不具合が生じます。
サンダー(グラインダー)等で仕上げたり、塗装処理をしたりする必要があります。
以上の点からTig溶接自体は実用的な工程だとは思いますがそこまで必要かどうかの
判断がコストの面から必要です。
スポット溶接で問題があるかどうかをご一考ください。
ほとんどの場合、Tig溶接に比べてコストダウンとなります。
Tig溶接からスポット溶接へ変更した場合の注意点
1、スポット代(シロ)が必要です。
素材同士を重ねる箇所が必要となります。
2、構造体としての強度が必要か?
重いものを載せる、引っかける、ぶら下げる、といった場合の強度はスポット溶接でも
出すことは可能かもしれません。
3、隙間
製品がガス・液材系用途や光学系などで隙間があってはNGなら分かります。
しかしそれ以外で隙間をNGとする場合、コストを度外視していませんか?
スポット溶接構造なら安価です。
場合によってはスポットすら必要ない場合もあります。
下の画像は0.1mmも隙が有りません。
特殊ではなく普通の加工です。

本当に溶接する必要が有りますか? をご覧ください。
逆にTig溶接が必須な場合
1、隙間なく溶接後サンダーにて仕上げて塗装する。いわゆる箱物案件
2、密着強度が必要な案件
3、見た目、段差があるとNGな案件
4、メッキ工程のタレ染みがNGな案件
などがあげられます。